
机械行业较大危险因素的辨识与防范(铸造工艺)
浏览次数:8047 次浏览 发布日期:2022-02-21 10:50:57

目前,机械行业企业开展风险分级管控和隐患排查治理双重预防机制建设,为指导企业更好地开展此项工作。我们根据2016年6月28日原国家安全监管总局制定的《工贸行业遏制重特大事故工作意见》,将机械行业较大危险因素辨识与防范解读分批介绍如下。
01.
|
所在部位
|
高(低)压造型机
|
|
危险因素名称
|
冷却水管漏水、液压管漏油。
|
|
|
|
|
|
|
|
导致的后果分析
|
渗漏的冷却水或液压油接触高温金属溶液而引起爆炸,属于其他爆炸。
|
|
主要防范措施
|
(1)应设置水冷却系统及液压系统检测和报警装置。
(2)应设置防止水进入型腔的安全设施。
(3)设备维护检修时应使用能量锁定装置, 或设置专人监护。
|
|
依据
|
《铸造机械安全要求》(GB 20905-2007)第10.2条;《低压铸造机 安全要求》(GB 24391-2009)第5.8.4条/5.8.7条。
|
|
警示标识
|
|



02.
|
所在部位
|
压铸机
|
|
危险因素名称
|
合型区无防护罩,或防护罩失效且开口处未联锁。
|
|
|
|
|
|
|
|
导致的后果分析
|
带有一定压力的金属溶液进入模具时,由于防护装置失效,高温金属溶液导致周边作业人员的机械伤害或灼烫。
|
|
主要防范措施
|
(1)应在合型区前设置移动式防护罩,其开口处应通过两个机械限位开关与控制系统联锁。
(2)防护罩应有一定强度,并能抵抗溶液飞溅。
|
|
依据
|
《压铸单元安全技术要求》(GB 20906) 第5.2.2条。
|
|
警示标识
|
禁止伸入 当心机械伤人
|




03.
|
所在部位
|
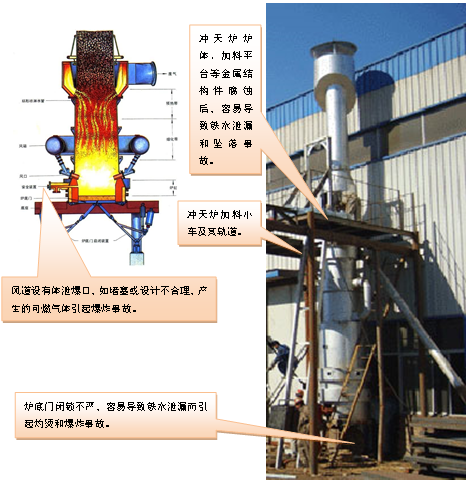
冲天炉炉体
|
|
危险因素名称
|
炉体腐蚀严重,连接部位不牢固及泄爆口损坏。
|
|
|
|
|
导致的后果分析
|
导致铁水泄漏和炉体爆炸、物体打击、灼烫和其他伤害。
|
|
主要防范措施
|
(1)冲天炉炉腿与炉底板、炉底板与炉体以及炉休各节、炉腿与安装地基的联接应牢固;安装后的冲天炉全高中心偏差不应大于0.2%。
(2)金属结构件无损伤,定期检查。
(3)炉底门锁定机构的安全系数不应小于5;应定期检查炉底门两套机械闭锁装置是否正常、闭锁是否牢固、炉底板是否有裂纹等。
(4)泄爆口应确保释放压力的速度能保证炉体结构不受损,设置部位不会对操作者造成伤害。
|
|
依据
|
《冲天炉与冲天炉加料机安全要求》(GB 21501-2008)第5.6.5条/5.2.4条。《冲天炉与冲天炉加料机 安全要求》(JB 10146-1999)第5.2.4条/5.2.7条/5.6.6条。
|
|
警示标识
|
|

04.
|
所在部位
|
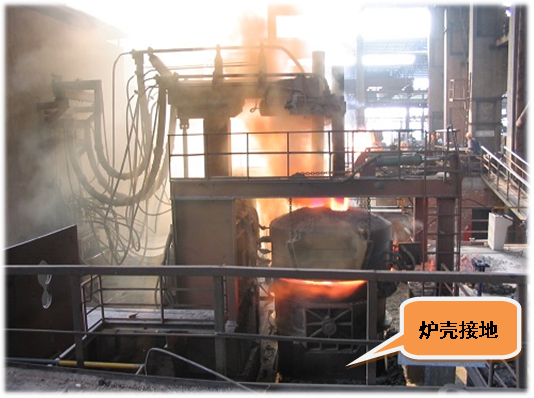
电弧炉金属炉壳
|
|
危险因素名称
|
接地装置不良引起金属炉壳带电。
|
|
|
|
|
导致的后果分析
|
电弧炉金属炉壳带电,导致周边操作者触电。
|
|
主要防范措施
|
(1)将金属炉壳和部件直接接地,
或将部件与接地的炉壳机座相连接;并安装过电压继电器,当炉壳与大地之间出现危险电压时,能切断电弧炉供电。
(2)各运动部分应采取机械限位装置,且灵敏可靠。
|
|
依据
|
《电热装置的安全第2部分:对电弧炉装置的特殊要求》(GB 5959.2-2008)第17.4.1/17.4.4条。
|
|
警示标识
|
当心触电 当心机械伤人 当心滑倒
|



05.
|
所在部位
|
电加热熔炼炉
|
|
危险因素名称
|
冷却水管漏水或液压系统漏油。
|
|
|
|
|
|
|
|
导致的后果分析
|
冷却水或液压油接触高温金属溶液而引起爆炸。
|
|
主要防范措施
|
(1)应设置水冷却系统的水温、水压检测和报警装置。
(2)应设置防治水进入炉内的安全设施。
(3)定期维护、检修, 设备维护检修时应使用能量锁定装置,或设置专人监护。
|
|
依据
|
《电热装置的安全 第3部分:对感应和导电加热装置以及感应熔炼装置的特殊要求》(GB
5959.3-2008)第4.3条;《机械工业职业安全卫生设计规范》(JBJ 18-2000)第3.2.9条。
|
|
警示标识
|
当心爆炸
|



06.
|
所在部位
|
熔炼炉周边溶液(熔渣)坑
|
|
危险因素名称
|
坑内潮湿、积水、积油,或放置易燃易爆物品或设置工业管道。
|
|
|
|
|
|
|
|
导致的后果分析
|
水、油或易燃物品遇高温熔融金属产生爆炸。
|
|
主要防范措施
|
(1)应设置防治水进入坑内的安全设施,坑壁应高出地面,其高度不宜小于0.2m。
(2)定期检查,坑内应无积水、积油,及时消除坑内积水。
(3)严禁在坑内设置工业管道,及时清除坑内杂物(特别是易燃易爆物)。
|
|
依据
|
《冶金企业和有色金属企业安全生产规定》(国家安监总局令第91号)第二十八条;《机械工程建设项目职业安全卫生设计规范》(GB 51155-2016)第4.5.2条。
|
|
警示标识
|
当心爆炸 当心坠落
|



07.
|
所在部位
|
熔炼炉操作平台
|
|
危险因素名称
|
操作平台严重锈蚀或垮塌。
|
|
|
|
|
导致的后果分析
|
由于环境恶劣,操作平台严重锈蚀或垮塌,导致操作者高处坠落。
|
|
主要防范措施
|
(1)操作平台结构应坚固、可靠,台面应采取防滑措施,平台周边应设置护栏。
(2)护栏的结构尺寸应符合工业梯台的规定,锈蚀时应及时修复和更换。
(3)定期检查。
|
|
依据
|
|
|
警示标识
|
禁止抛物 当心坠落
|


08.
|
所在部位
|
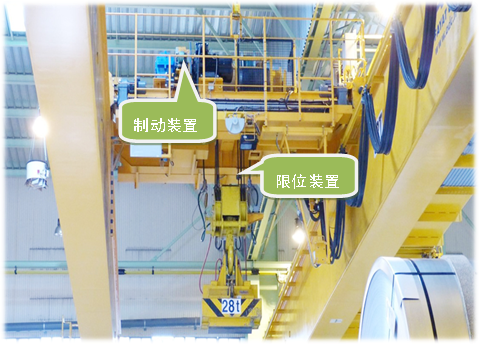
吊运熔融金属的起重机及吊索具
|
|
危险因素名称
|
起重机《冶金起重机技术条件 铸造起重机》的技术要求,吊索具存在严重缺陷。
|
|
|
|
|
|
|
|
导致的后果分析
|
由于选型不合格,关键部件、吊索具失效,导致起重伤害和灼烫。
|
|
主要防范措施
|
(1)吊运熔融金属的起重机应符合《冶金起重机技术条件第5部分:铸造起重机》(JB/T 7688.5)的技术要求。
(2)以电动葫芦作为起升机构的起重机应符合下列要求:额定起重量不得大于10吨;工作级别不小于M6级。
(3)浇注包横梁和销轴以及龙门钩的横梁、耳轴销和吊钩等应定期进行无损探伤检测。
(4)制动器、限位器等吊运前应检查。
|
|
依据
|
《冶金企业和有色金属企业安全生产规定》(国家安监总局令第91号)第三十条;《起重机械安全技术监察规程—桥式起重机》(TSG Q0002-2008)第6条;《高温熔融金属吊运安全规程》(AQ 7011-2018)第4.6条。
|
|
警示标识
|
当心落物 当心吊物 当心烫伤
必须戴安全帽
|





09.
|
所在部位
|
浇注作业中使用的浇包。
|
|
危险因素名称
|
浇包潮湿。
|
|
|
|
|
导致的后果分析
|
浇包砌体潮湿,其中水与高温熔融金属接触,导致爆炸。
|
|
主要防范措施
|
(1)应编制浇包烘干工艺,并严格按照工艺要求执行。
(2)浇注前应进行专项检查。
|
|
依据
|
《钢液浇包安全要求》(GB 25683-2010) 第4.1.20条。
|
|
警示标识
|
当心火灾 当心烫伤
必须佩戴防护眼镜
|




10.
|
所在部位
|
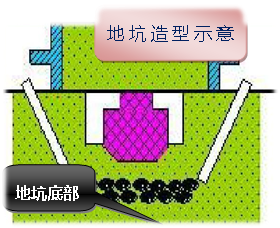
地坑内浇铸
|
|
危险因素名称
|
地坑造型时铸型底部有积水或潮湿,且与地下水距离小于1.5m。
|
|
|
|
|
|
|
|
导致的后果分析
|
浇注时,高温熔融金属与水接触而引起爆炸。
|
|
主要防范措施
|
(1)砂型底部距地下水面的距离必须大于1.5m。
(2)地坑浇注作业前应检查是否积水或潮湿,且保持干燥状态。
(3)浇铸坑周边必须设有防止水流入的措施。
|
|
依据
|
《机械工程建设项目职业安全卫生设计规范》(GB 51155-2016)第4.5.2条;《机械工业职业安全卫生设计规范》(JBJ
18-2000)第3.2.2条。
|
|
警示标识
|
当心爆炸 当心烫伤
|



11.
|
所在部位
|
熔炼炉和浇注现场
|
|
危险因素名称
|
未规范设置紧急排放和应急储存设施。
|
|
|
|
|
|
|
|
导致的后果分析
|
熔炼和浇注过程中发生意外,高温熔融金属随意漫延,引发高温灼烫、火灾、爆炸。
|
|
主要防范措施
|
(1)熔炼现场应设置应急处置设施,应急处置设施应能接纳高温熔融金属的容量,且干燥无损坏。
(2)浇注现场应设置应急处置设施,应急处置设施应能接纳高温熔融金属的容量,且干燥无损坏。
(3)定期检查。
|
|
依据
|
《冶金企业和有色金属企业安全生产规定》(国家安全监管总局令第91号)二十九条。
|
|
警示标识
|
当心爆炸 当心烫伤
|


——图片提供:陈国良、杨彦